Malayalam language, spoken predominantly in the south Indian state of Kerala has an alphasyllabary writing system. Like other Brahmic scripts, the consonant-vowel sequences is written as a single unit- the consonant letter being the base and the vowel notation secondary. The u and uː vowel signs of Malayalam modifies the shape of the associated base consonants (or consonant clusters, called conjuncts). This article discusses various ways in which the shape of consonants get modified when followed by the vowel signs, u and uː.
The orthographic script style of Malayalam was reformed or simplified in the year 1971 by this government order. A detailed analysis of its reasons and its impact on popular culture is available here. The reformed orthography is what is taught in schools. The textbook content is also in the reformed style. The prevailing academic situation does not facilitate the students to learn the exhaustive and rich orthographic set of Malayalam script. At the same time they observe a lot of wall writings, graffiti, billboards and handwritings that follow the exhaustive orthographic set.
The sign marks for the vowels ഉ and ഊ (u and uː) have many diverse forms in the exhaustive orthographic set when joined with different consonants. But in the reformed style, they are always detached from the base consonant with a unique form as ു and ൂ respectively for the vowel sounds u and uː. Many native Malayalam speakers learn to read both of these orthographic variants either from school or from everyday observations. But while writing the styles, they often get mixed up as seen below.
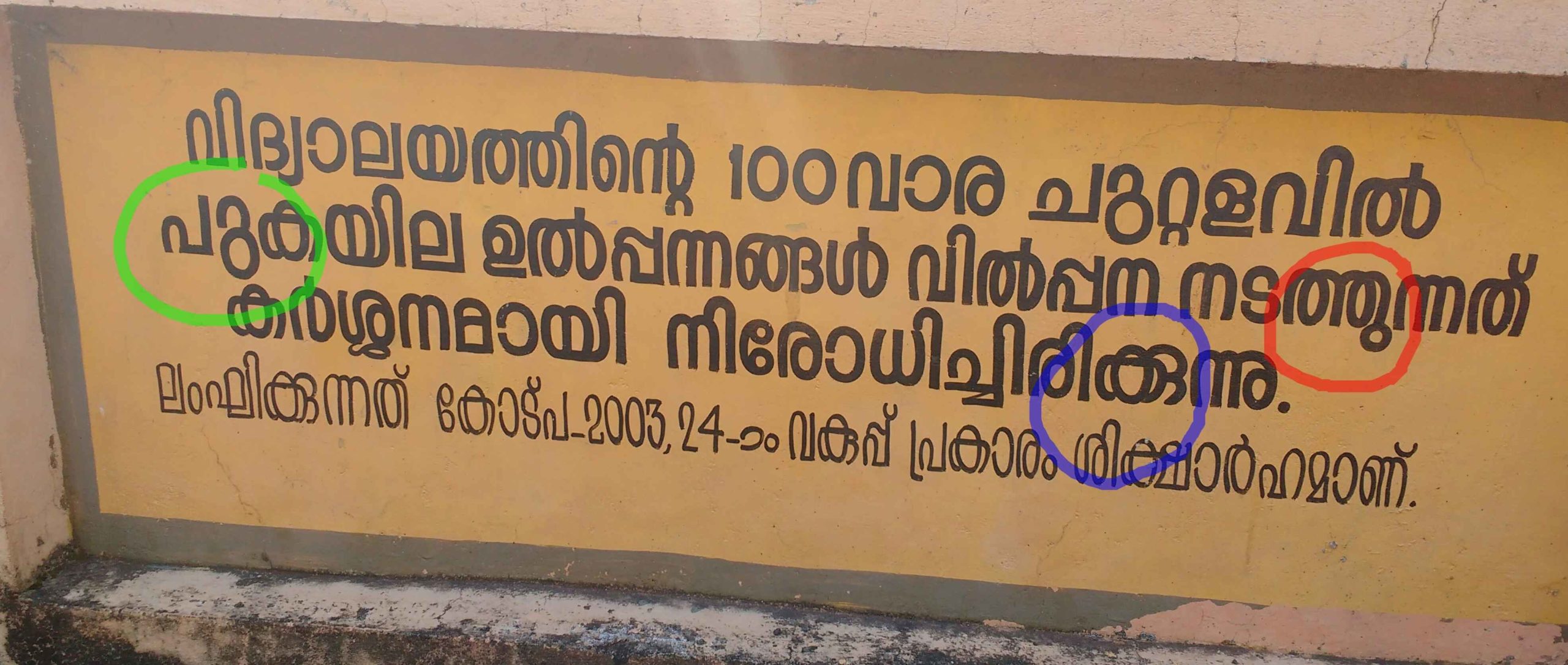
u-sign forms on wall writings